一、我想问问g73编程实例及解释
1、G73格式:G73U--W--R--;G73P--Q--U--W--F--
2、解释G73U--W--R--
3、U指X轴方向毛坯尺寸到精车尺寸二分之一,如毛坯100,精尺寸80,即U=(100-80)/2=10
4、W指Z轴方向毛坯尺寸到精车尺寸相对距离
5、R指G73这个动作执行次数,即此值用以平均每次切削深度
6、G73P--Q--U--W--F--
7、P指精车起始段序号
8、Q指精车结束段序号
9、U指X轴方向精车余量
10、W指Z轴方向精车余量
11、F指切削进给量
更多关于g73编程实例及解释,进入:查看更多内容
二、g73编程实例及解释是什么?
g73编程实例及解释是如下:
输入:G73U--W--R;G73P--Q--U--W--F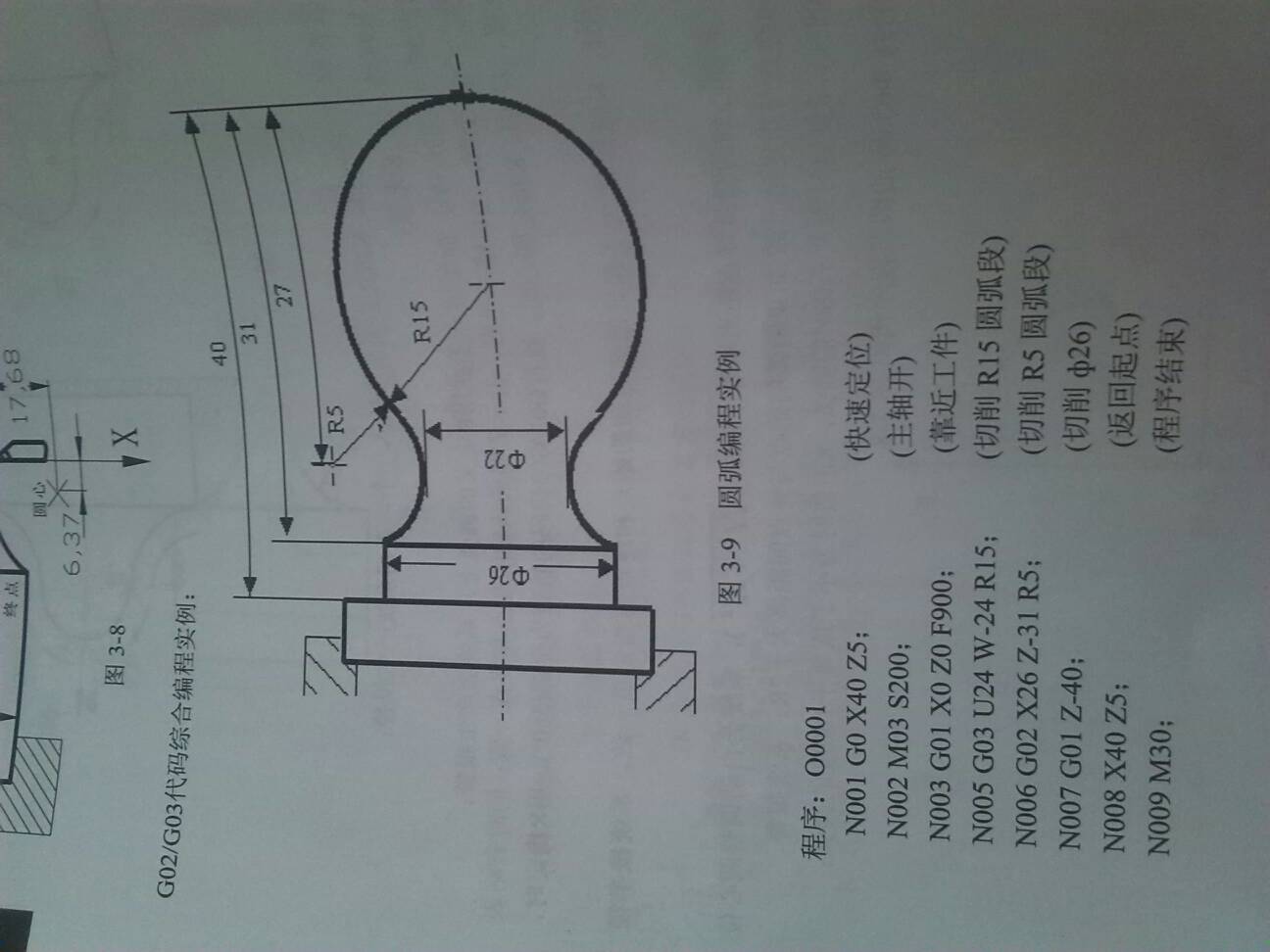
由于数控车G73这些零件的径向尺寸,无论是测量尺寸还是图纸尺寸,都是以直径值来表示的,所以数控车床采用直径编程方式,即规定用绝对值编程时,X为直径值,用相对值编程时,则以刀具径向实际位移量的二倍值为编程值。
对于不同的数控车床、不同的数控系统,其编程基本上是相同的,个别有差异的地方,要参照具体机床的用户手册或编程手册。
系统格式指令:
g73指令是外圆粗车循环指令!各种数控系统的编程格式都不一样,如最简单的广州928系统格式:G73、X、I、K、L、F。
X:精加工X起点坐标,一般要偏端面X为0。
I:每次进刀量MM。
K:每次退刀量MM。
L:总的精加工程序段。
F:进给量。
三、数控车床g73编程实例及解释有哪些?
G73U W R
G73P Q U W F S T
第一行中的U是X向的切削量(半径值),计算方法是毛坯直径减去图纸上工件的最小直径然后再除以2,W是Z向的切削量,R进刀次数,也就是分几刀把这些余量切完。
1、X、Y 轴快速定位。
2、Z轴快速定位到R点。
3、孔加工
4、孔底动作。
5、Z轴返回R点。
6、Z轴快速返回初始点。
数控车床编程基础
1、坐标系、程序的基本知识G代码,M功能
2、G00—快速定位G01—直线插补,G02、G03—圆弧插补
3、G90——单一外圆车削循环
4、G94——单一端面车削循环
5、宇龙仿真软件的使用
6、G92螺纹车削循环
以上内容参考:百度百科-数控车操作编程
四、数控车床g73怎么编程
在FANUC系统中G73是仿形车削复合循环,适合加工铸造毛坯件。
G73指令格式如下:
G73编程实例如下:
五、g73编程实例及解释是什么?
g73编程实例及解释是如下:
输入:G73U--W--R;G73P--Q--U--W--F。
由于数控车G73这些零件的径向尺寸,无论是测量尺寸还是图纸尺寸,都是以直径值来表示的,所以数控车床采用直径编程方式,即规定用绝对值编程时,X为直径值,用相对值编程时,则以刀具径向实际位移量的二倍值为编程值。
对于不同的数控车床、不同的数控系统,其编程基本上是相同的,个别有差异的地方,要参照具体机床的用户手册或编程手册。
系统格式指令:
g73指令是外圆粗车循环指令!各种数控系统的编程格式都不一样,如最简单的广州928系统格式:G73、X、I、K、L、F。
X:精加工X起点坐标,一般要偏端面X为0。
I:每次进刀量MM。
K:每次退刀量MM。
L:总的精加工程序段(数一下,如果有13段就输入L13)。
F:进给量。